William, this is hugely impressive--you clearly have advanced machining skills and excellent problem-solving techniques! I think your solution is elegant, though it does seem to be confined to making straight tapers, is that correct?
The only thing that struck me as a potential down-side (and I really had to stop drooling over the lovely machining you did to even evaluate any possible limits) is if you wish to create a taper that has perturbations in it.
When I made my first "Irish" flute (and this might be repetitive if you've read through the older threads on reamer making) I tried to make my life easier by doing a straight taper, which was a clear departure from the data I had gotten from Terry that came from his original Pratten flute. The straight taper made a really nice flute, but my flutes did not attain that next plateau until I returned to the original data, which indicated a bore with a fair number of "bumps" and "dips" along it's length. Past flute makers definitely used a "wiggly" bore to enhance tuning/harmonics, and even though many of the perturbations are quite small, the cumulative effect is profound.
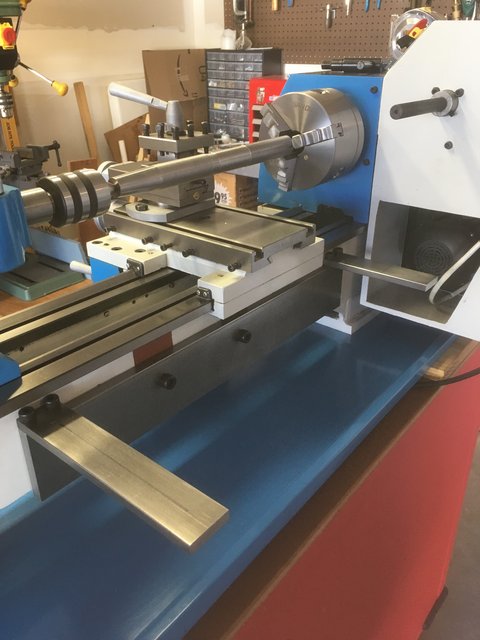
The only way in which I was able to create a taper with the proper pertubations was to turn it incrementally. I took my steel stock and marked my data points along it's length (I made very shallow grooves at 10mm intervals for visibility) and then I marked (with an engraver) the target diameter of each data point. Then I hung a few inches of it outside the headstock spindle (I'm using a collet chuck) and supported it with the tailstock as well. I work each individual data point down until it is at the target diameter (actually .003" over the target because I sand it smooth afterwards). Once my data point is correct, I move along and do the next one. Once I'm up against the headstock/collet, I pull out a few inches more of stock and start again. This means that the stock that I'm working is never more than 4" away from the spindle head, so there is no chatter or flex. You can see a photo below of what the in-progress taper looks like.
This method is
slow and requires me to take a LOT of measurements with my micrometer along the way, doing delicate finish cuts to maintain accuracy. I can actually blend the steps as I go with some "freehand" control of the tool (riding the x and y axis controls) and then finish with sandpaper. This method consistently gets me within about .001" of my target, which is plenty accurate for a reamer.